

Raether and J. Vogt discuss potential compliance issues as ceramic manufacturing becomes more widespread, detailing their findings in the recently published ‘From Prototyping to Serial Production – 3D-Printing in Ceramic Manufacturing.’
Since the inception of 3D printing in the 80’s via Chuck Hull (3D Systems), there has been little need for quality assurance as the focus was mainly on rapid prototyping; now however, 3D printing and additive manufacturing offer such a wide range of benefits to users—from affordability, accessibility, better speed in production, and the ability to make parts on demand—that they are employing digital fabrication for functional parts in many critical applications today.
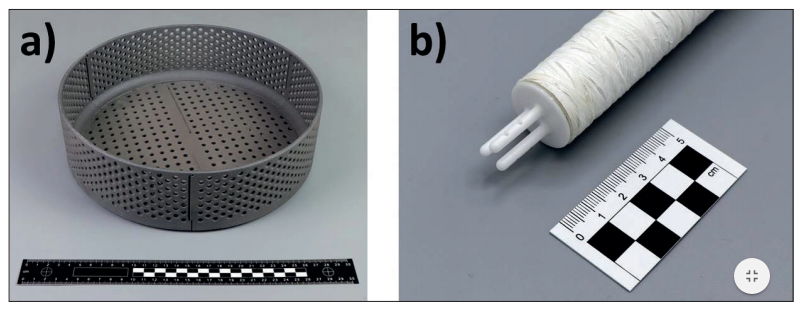
a–b Ceramic parts produced by 3D-printing: a) lightweight container for heat treatment of ceramic fibres; b) high temperature sensor for simultaneous measurement of gas flow and temperature
Quality management (QM) is becoming increasingly important now as safety can be an issue, along with many other factors such as production cost, longevity, and true functionality. In terms of ceramics, there are several details which make the industry more than ready for greater accountability in quality. First, Raether and Vogt note that there are still challenges to overcome in additive manufacturing with ceramics, especially in attaining strength and reliability.
“Both are harder to achieve with AM than with standard production,” stated the authors.
There are also problems with sintering, as it interferes with net shape performance—a quality also affected by deviations during printing.
“An in-line dimensional control of printed parts, which is used in a closed loop, is rarely used but would be strongly recommended. Since the feedstock must fulfil additional requirements compared to standard production, feedstock inspection is a critical issue in quality management of AM processes,” stated the authors.
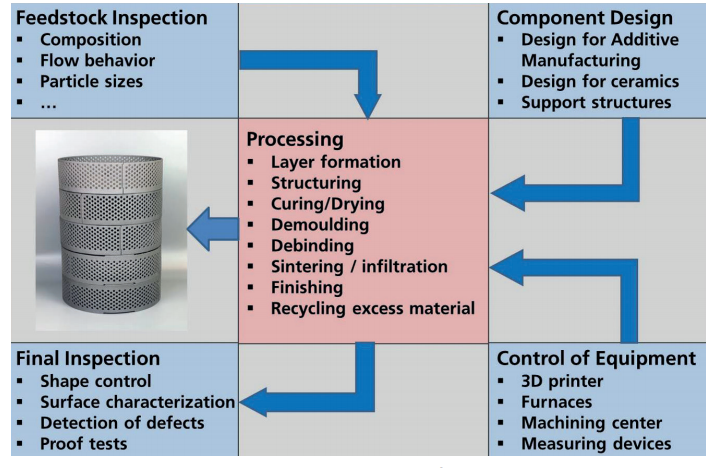
Survey on quality issues related to 3D printing of ceramics
And while there is almost infinite latitude in terms of innovation with 3D printing and AM processes in design, again there are limitations beyond the potential for improved surfaces, grid structures, undercuts, and more, as support structures may add complexity. There is software already created for supporting engineers in AM endeavors, but the reality is that training and ‘professional development’ are required for quality production. Processing of products as well as monitoring in plants and inspections can be impacted also.
“Depending on its field of application, AM has to fulfil the same standards as customarily production processes, e.g. EN/AS 9100 in aerospace, IATF 16949 in the automotive industry and ISO 13485 in medical technology,” stated the authors.
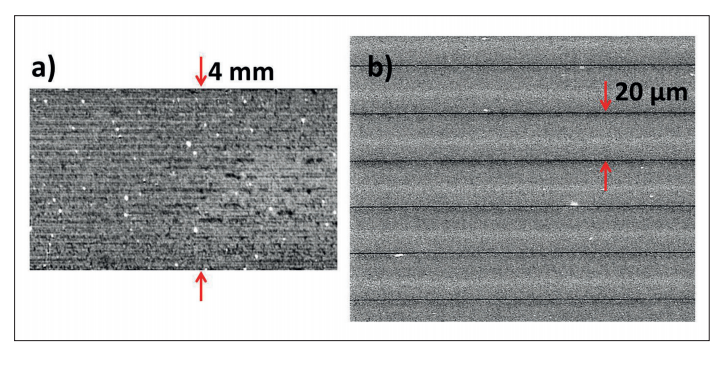
a–b Measurement of homogeneity and layer structure of 3D printed alumina green compacts: a) cross section of a part produced by binder jetting measured by computed tomography; b) cross section of a part produced by vat photopolymerisation and measured by scanning electron microscopy after cross section polishing
There are currently no 3D printing standards set for ceramic 3D printing, but there are general ones that can be used:
- ISO 5291017 for DFAM
- ISO 52915-16 for file formats
- ISO 52921-13 for coordinate systems and test methodologies
- New VDI guideline on the DFAM of ceramics in preparation
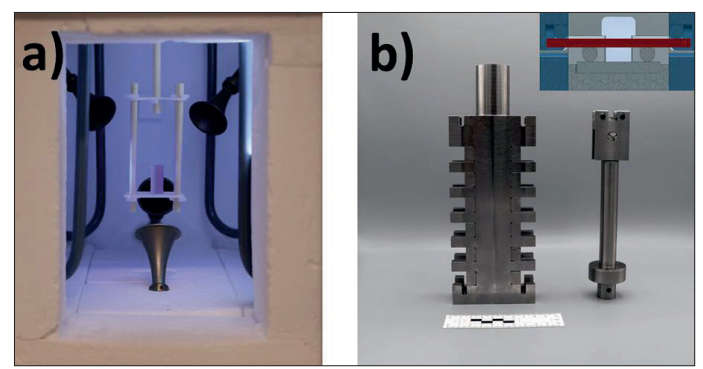
a–b Non-standard equipment required for data acquisition of debinding optimisation: a) thermooptical measuring furnace equipped with weight sensor, bells for sound emission measurement and an optical beam path for dimension measurement; b) multi-sample-holder for 4-point bending strength tests on six partially debinded specimens
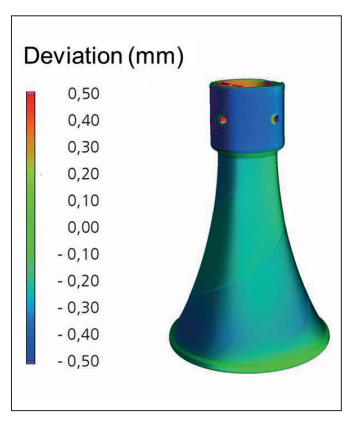
Difference between set geometry and final shape of an alumina bell(height 54 mm) produced by vat photopolymerisation
Relevant quality control issues include green compact control, heat control, and issues surrounding final inspections—especially with more complex structures.
“Multi-material printing is also an advantage of ink jet printing processes, which showed rapid progress in terms of resolution. However, AM of multi-material parts is limited by sintering, where a careful adaption of shrinkage properties is required. Otherwise problems occur, which are well known from the co-firing of multilayer structures,” concluded the researchers.
“It is estimated that the initial enthusiasm and the current disillusion with respect to introduction of AM in ceramic production will be replaced by selective use of AM in customized production of small series. AM methods and printers can be carefully selected according to the specific production task. The growth rate of AM in ceramic production will be controlled by quality and cost of AM processes.”
Quality assurance is an ongoing contemporary topic in 3D printing and AM for many applications, from metal 3D printing to fabrication of medical implants and medical models.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Font: 3DPrint



